الأسطوانة الهيدروليكية هي مُشغِّل النظام الهيدروليكي، وتُحدِّد موثوقية تصميمها أداء النظام بأكمله وعمره الافتراضي بشكل مباشر. تتناول هذه المقالة المبادئ الأساسية لتصميم الأسطوانة الهيدروليكية، بدءًا من مكوناتها الرئيسية، لتُقدِّم تحليلًا مُعمَّقًا للجوانب المهمة، مثل أساسيات التصميم، ومعايير الاختيار، والتحكم الحاسم في تحمُّل التصنيع لأنظمة الختم والتوجيه.
1. مبدأ العمل والمكونات الأساسية
الأسطوانة الهيدروليكية هي في الأساس جهاز يُحوّل الطاقة الهيدروليكية إلى طاقة ميكانيكية خطية. وتشمل مكوناتها الرئيسية ما يلي:
- برميل الاسطوانة:وعاء الضغط الأساسي عبارة عن أنبوب فولاذي مجوف ذو سطح داخلي عالي الجودة.
- المكبس وقضيب المكبس:مكونات نقل الطاقة التي تقوم بحركة ترددية تحت تأثير الزيت المضغوط.
- أغطية النهاية (الرأس والغطاء): قم بإغلاق البرميل وتوفير الإرشادات وواجهات التثبيت.
- نظام الختم:"شريان الحياة" للأسطوانة، المسؤول عن منع التسرب الداخلي والخارجي.
- نظام التوجيه:يضمن مركزية الأجزاء المتحركة، ويقاوم الأحمال الشعاعية، ويمنع احتكاك المعدن بالمعدن.
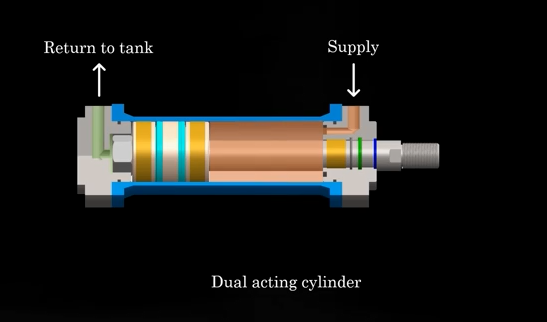
بناءً على طريقة التشغيل، يتم تصنيف الأسطوانات على أنهاعمل واحد(ممتدة بفعل الضغط، منكمشة بفعل قوة خارجية أو جاذبية) أومزدوج الفعل(يتم التحكم في كلٍّ من التمدد والانكماش بواسطة ضغط الزيت). يؤثر هذا الاختلاف الجوهري بشكل مباشر على اختيار أختام المكبس.
2. نظام الختم الهيدروليكي: الوظيفة والاختيار والترتيب
يتم تصنيف الأختام إلى "ديناميكية" (بين الأجزاء ذات الحركة النسبية) و"ثابتة" (بين الأجزاء الثابتة).
2.1 شرح الأختام الديناميكية الرئيسية:
- ختم المكبس:الختم الديناميكي الحرج الذي يمنع التسرب الداخلي عبر المكبس.
- ختم الكأس U:ختم أحادي المفعول؛ يؤدي الضغط إلى تمدد الشفة وملامستها للأسطح المتزاوجة. تتطلب الأسطوانات ثنائية المفعول تركيب كأسين على شكل حرف U جنبًا إلى جنب.
- ختم مزدوج المفعول (ختم مركب):يتكون عادةً من مُنشِّط مطاطي وحلقة منزلقة (مثل PTFE). يتميز PTFE بمعامل احتكاك منخفض جدًا وعمر خدمة طويل، وهو مناسب للتطبيقات عالية السرعة والضغط. تتكامل الإصدارات المتطورة معحلقات مضادة للبثق- تحمل الضغوط الشديدة (على سبيل المثال، 690 بار).
- حلقة O مع حلقات احتياطية:مناسب فقط للتطبيقات ذات الضغط المنخفض (<100 بار).حلقات احتياطية ضرورية لمنع مادة الختم الناعمة من الدخول إلى فجوة المكونات تحت ضغط مرتفع - وهي الظاهرة المعروفة باسم "فشل البثق".
- ختم القضيب:مانع تسرب النظام الأساسي، الموجود في الغطاء الأمامي، يمنع تسرب الزيت المضغوط إلى الغلاف الجوي. عادةً ما يكون مانع تسرب أحادي المفعول، مثل مانع التسرب على شكل حرف U.
- ختم المخزن المؤقت:يُوضع هذا المانع قبل مانع تسرب القضيب، والغرض منه ليس توفير مانع تسرب مثالي، بل تخفيف طفرات الضغط، وبالتالي حماية مانع تسرب القضيب الرئيسي وإطالة عمره. عادةً ما يكون مصنوعًا من مادة أكثر ليونة من المانع الرئيسي.
- ختم المساحات (الكاشطة):خط الدفاع الأول، يقع على الجانب الخارجي للغطاء الطرفي. يزيل الملوثات من قضيب المكبس أثناء انكماشه، مما يحمي جميع المكونات الداخلية.
2.2 الأختام الثابتة:تستخدم بين الوصلات الثابتة (على سبيل المثال، قضيب المكبس إلى المكبس، والغطاء الطرفي إلى البرميل)، وعادة ما تكون حلقات O.
2.3 حلقات التوجيه:وظيفتهم هيالتوجيه وليس الختممصنوعة من مواد منخفضة الاحتكاك ومقاومة للتآكل (مثل البولي أميد، ومادة PTFE)، تتحمل الأحمال الشعاعية وتمنع التلامس المباشر بين المعادن. غالبًا ما تستخدم المكابس حلقات توجيه في كلا الطرفين لتحقيق ثبات مثالي.
3. معلمة التصميم الحرجة: تحليل فجوة البثق والتسامح
هذا هو جوهر تصميم الأسطوانة ويحدد بشكل مباشر عمر الختم.
- فجوة البثق (فجوة E):أقصى خلوص شعاعي مسموح به بين المكبس وفتحة الأسطوانة (أو بين قضيب المكبس وغطاء النهاية). قد يؤدي وجود فجوة زائدة إلى انزلاق شفة الختم إلى الفجوة تحت ضغط عالٍ، مما يؤدي إلى عطل دائم.
- الحد الأقصى المسموح به لفجوة E:تعتمد هذه القيمة علىمادة الختم، والصلابة، وضغط العمل، ودرجة الحرارةويجب الحصول على هذه المعلومات من ورقة بيانات الشركة المصنعة للختم. على سبيل المثال، قد يسمح ختم معين بفجوة 0.6 مم عند ضغط 100 بار، ولكن بفجوة 0.2 مم فقط عند ضغط 350 بار.
- تحليل التسامح في الممارسة العملية:
- قم بتحديد تفاوتات المكونات: على سبيل المثال، يكون قطر الأسطوانة غالبًا H7، وقضيب المكبس غالبًا f8.
- خذ بعين الاعتبار أسوأ السيناريوهات (أقل حالة مادية – LMC):هذا عندما يكون قطر المكبس في أصغر حجم له ويكون قطر الأسطوانة في أكبر حجم له.
- حساب أبعاد التصميم مرة أخرى:لضمان عدم تجاوز أقصى فجوة ممكنة للفجوة الكهربائية، يجب حساب الحد الأدنى لقطر المكبس المسموح به بناءً على أقصى قطر ممكن للفتحة. ثم تُحدد تحمّلات تصنيع المكبس وفقًا لذلك.
4. متطلبات التصنيع ومعالجة الأسطح
- قطر الأسطوانة:يجب أن يكون تشطيب السطح Rz 0.4 – 2 ميكرومتر، ويتم ذلك عادةً عن طريق الشحذ أو التلميع بالأسطوانة.
- قضيب المكبس:يجب أن يكون تشطيب السطح 0.4 – 2 ميكرومتر.مُقوّى (صلابة ≥ 50 HRC، عمق 1.2-2.5 مم)و مطلي بالكروم الصلب (20-30 ميكرومتر)لضمان مقاومة التآكل والتآكل.
5. مثال التصميم ومنطق الترتيب
باستخدام أسطوانة مزدوجة الفعل بسعة 20 طنًا وضغط عمل 100 بار (القطر: 180 مم، القضيب: 80 مم) كمثال:
- اختيار ختم المكبس:أختام على شكل حرف U فعالة من حيث التكلفة ومتوفرة بسهولة، يتم تركيبها جنبًا إلى جنب.
- توجيه المكبس:حلقات توجيه مكبس مخصصة موضوعة على طرفي المكبس، مع وجود الأختام بينهما. يوفر هذا الترتيب ثباتًا توجيهيًا مثاليًا ويضمن تشحيم حلقات التوجيه باستمرار.
- ترتيب نهاية القضيب (من الخارج إلى الداخل):
- ختم المساحات
- ختم القضيب
- ختم عازل(ليس ضروريًا تمامًا في هذا المثال، تم عرضه للتوضيح)
- حلقة توجيه القضيب
خاتمة
يعد تصميم الأسطوانة الهيدروليكية الناجح عملية هندسية منهجية يجب أن تلتزم بالمنطق الأساسي التالي:
- تحديد ظروف التشغيل:تحديد الضغط والسرعة والحمل والبيئة وما إلى ذلك.
- اختيار المكونات بدقة:اختر حلول العزل والتوجيه المناسبة حسب الظروف. يُنصح بشدة بالاطلاع على كتالوجات وأدلة الاستخدام من كبرى الشركات المصنعة (مثل SKF وParker).
- حساب دقيق:قم بإجراء تحليل دقيق للتسامح للتأكد من أن "فجوة البثق" تلبي المتطلبات في ظل جميع الاختلافات التصنيعية.
- الرقابة الصارمة على التصنيع:تحديد وضمان متطلبات معالجة السطح والصلابة للمكونات الحرجة.
من خلال تطبيق هذه المبادئ بشكل منهجي، يمكننا تصميم أسطوانات هيدروليكية فعالة وموثوقة وطويلة الأمد.
وقت النشر: 9 أكتوبر 2025