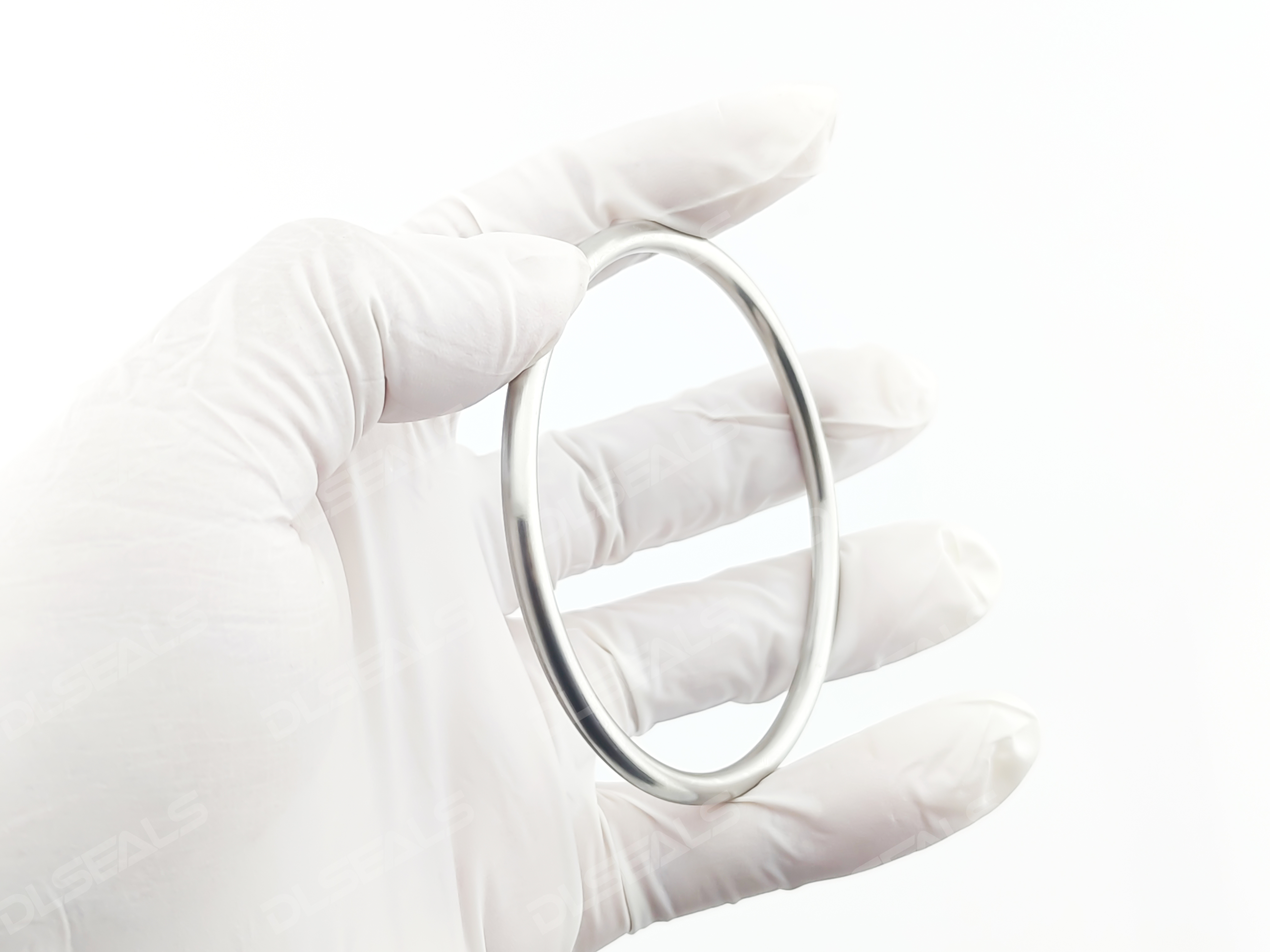
V náročných prostředích vystavených jak kryogenním teplotám, tak i ultravysokému tlaku – kde je médiem kapalný dusík (bod varu: -196 °C), provozní teplota klesá na -200 °C a tlak dosahuje 20 MPa (~200 atm) – může selhání jakékoli těsnicí součásti mít katastrofální následky. U kovových těsnicích kroužků s vnitřním průměrem 110 mm a průměrem drátu 3,2 mm se vědecký výběr materiálů a konstrukčního řešení stává kritickým.
I. Hlavní výzvy v extrémních podmínkách
- Nízkoteplotní lapač křehkosti:Při teplotě -200 °C prudce klesá houževnatost většiny materiálů, zatímco křehkost prudce stoupá. Těsnicí kroužky riskují katastrofální zlomení v důsledku koncentrace napětí nebo malého nárazu.
- Hrozba deformace v důsledku vysokého tlaku:Tlak 20 MPa vyžaduje ultravysokou mez kluzu a antideformační tuhost, aby se zabránilo selhání způsobenému nadměrným stlačením, vytlačováním (z mezer přírub) nebo strukturální nestabilitou.
- Riziko nesouladu tepelné kontrakce:Rozdíly v koeficientech tepelné roztažnosti (CTE) mezi materiály těsnicích kroužků (např. nerezová ocel) a materiály přírub mohou způsobit ztrátu kontaktu těsnění, únik tlaku nebo lokální přetížení napětím.
- Kompatibilita s kapalným dusíkem:Navzdory chemické inertnosti kapalného dusíku musí těsnicí materiály zůstat plně stabilní při teplotě -200 °C, aby se eliminovalo riziko křehnutí, fázových přechodů nebo rozkladu.
- Možnost údržby těsnění:Materiály vyžadují mírný plastický tok („studený tok“) k vyplnění mikroskopických defektů přírub a dosažení počátečního utěsnění. Musí si zachovat dostatečnou elastickou návratnost, aby zvládly kolísání tlaku nebo tepelné cykly.
II. Základní doporučení: Austenitická nerezová ocel a speciální slitiny
Vzhledem k vyváženosti výkonu, nákladové efektivitě a vyspělosti dodavatelského řetězce jsou pro kroužky o rozměrech 110 × 3,2 mm do teplot -200 °C/20 MPa upřednostňovány následující materiály:
- Vylepšená austenitická nerezová ocel (primární volba):
- Známky:304L / 316L.Ultranízký obsah uhlíku minimalizuje riziko precipitace karbidů během svařování nebo tepelného cyklování, což zajišťuje kryogenní houževnatost.Vynikající odolnost proti křehnutí, dobrá obrobitelnost a kompatibilita s tekutým dusíkem je činí optimálními. Pevnost oceli 304L postačuje při 20 MPa; pokud se vyskytnou stopy korozivních nečistot, přejděte na ocel 316L s obsahem molybdenu.
- Klíčové výhody:Vyspělost v oboru, kontrola nákladů, vynikající kryogenní houževnatost (Charpyho rázová houževnatost >100 J při -196 °C).
- Doporučení státu:Za studena tažený drát žíhaný v roztoku s kryogenní úpravou a přesným broušením.
- Hliníkový bronz (kritická alternativa):
- Známky:C95400 (CuAl10Fe3) / C95500 (CuAl11Fe6Ni6).
- Klíčové výhody:Bezkonkurenční kryogenní houževnatost (zachovává si tažnost až do -269 °C), vysoká pevnost/tvrdost odolávající vytlačování/opotřebení, vynikající tekutost za studena pro přizpůsobení těsnicího povrchu a lepší tepelná vodivost než nerezová ocel.
- Úvahy:Ideální pro dynamické tření/častou demontáž. Nízké riziko v čistém kapalném dusíku, ale je třeba posoudit potenciální kompatibilitu s kyslíkem. Vyšší cena než u nerezové oceli.
- Slitiny na bázi niklu (vysoce výkonná záloha):
- Známky:Inconel 718 (vysoká pevnost), Hastelloy C-276/C-22 (odolnost proti korozi).
- Výhody:Inconel 718 nabízí tažnost při -253 °C a ultravysokou pevnost (>20 MPa). Hastelloy vyniká v odolnosti vůči korozivním nečistotám (např. kyselinám, ionům Cl⁻).
- Omezení:Vysoké náklady a složitost výroby; vyhrazeno pro extrémní tlaky/riziko koroze.
Kritický materiál: Údaje o výkonu pro 304L při -200 °C
| Vlastnictví | Austenitická nerezová ocel 304L (-200 °C) | Význam |
|---|---|---|
| Pevnost v tahu (Rm) | ≈ 1500 MPa | Dvojnásobné oproti RT; odolává tlaku 20 MPa |
| Lomová houževnatost (K_IC) | 120–180 MPa·√m | Zabraňuje křehkému lomu |
| KTE (α) | 10,5 × 10⁻⁶/K | Shoda s CTE příruby |
| Tepelná vodivost (λ) | ≈ 9 W/(m·K) | Zlepšuje rozložení tepla |
III. Strukturální optimalizace pro kroužky o rozměrech 110 × 3,2 mm
- Analýza průměru drátu:Průměr drátu 3,2 mm (oproti vnitřnímu průměru 110 mm) poskytuje dostatečný průřez, aby odolal tlaku 20 MPa a deformaci. Tenčí dráty by se zhroutily.
- Preferované provedení těsnění:
- C-kroužek:Jednoduchý průřez ve tvaru C. Střední komprese (15–25 % průměru drátu). Spolehlivý až do 70 MPa+. Nižší cena, ideální pro statická těsnění.
- E-kroužek:Průřez ve tvaru obráceného E (dvojité těsnicí linie). Lepší odolnost vůči teplotním cyklům/vibracím. Vyšší tolerance vůči nesouososti přírub.
- Vylepšení povrchu:Povrchy těsnění musí dosáhnout zrcadlového lesku (Ra ≤ 0,8 µmideálně≤0,4 µm). Naneste tenký stříbrný povlak (<5 µm) pro zlepšení tepelného kontaktu/kryogenního utěsnění.
IV. Výroba, instalace a kontrola kvality
- Zdroje materiálu:Drát s kryogenní certifikací (např. ASTM A276/A479), sledovatelný. Kontrola P ≤ 0,015 %, S ≤ 0,003 %.
- Přesná výroba:
- Tváření za studena s řízeným pnutím + žíhání pro odlehčení pnutí.
- Svařování: Vysoce čistý Ar TIG + 100% RT kontrola + kryocyklování.
- Rozměrová přesnost: průměr ±0,02 mm, ovalita ≤0,03 mm.
- Povrchová úprava:Závěrečné elektrolytické/chemické leštění k odstranění mikrotrhlin (Ra ≤0,4µm).
- Instalační protokol:
- Požadavky na přírubu:Ra ≤1,6 µm, rovnoběžnost ≤0,05 mm.
- Předpětí šroubů: Použijte kalibrované hydraulické napínače. Pro předpětí použijte kryogenní kompenzaci.Nikdy neutahujte s rázem!
- Protokol chlazení: Postupné chlazení≤5 °C/minaby se zabránilo tepelnému šoku.
V. Závěr
Pro kapalný dusík při -200 °C/20 MPa,kryotechnicky upravená nerezová ocel 304L/316Lnabízí optimální houževnatost, pevnost a cenovou efektivitu pro těsnění o průměru Ø110×3,2 mm.Hliníkový bronz (C95500)vyniká v situacích s opotřebením/častou údržbou, zatímconiklové slitiny (Inconel 718/Hastelloy)řeší extrémní tlak/korozi.
Maximální spolehlivost závisí na:
- Bezchybné zdroje materiálů
- Přesná výroba (zejména povrchová úprava)
- Přísná instalační disciplína.
Čas zveřejnění: 7. srpna 2025