Hydraulcylindern är ställdonet i ett hydraulsystem, och dess konstruktionsmässiga tillförlitlighet avgör direkt prestandan och livslängden för hela systemet. Den här artikeln fördjupar sig i kärnprinciperna för hydraulcylinderdesign, med början i dess nyckelkomponenter för att ge en djupgående analys av kritiska aspekter såsom konstruktionsmässiga grunder, urvalskriterier och avgörande tillverkningstoleranskontroll av dess tätnings- och styrsystem.
1. Arbetsprincip och kärnkomponenter
En hydraulcylinder är i huvudsak en anordning som omvandlar hydraulisk energi till linjär mekanisk energi. Dess huvudkomponenter inkluderar:
- Cylinderrör:Kärntryckkärlet, ett ihåligt stålrör med en mycket ytbehandlad inre yta.
- Kolv och kolvstång:Kraftöverföringskomponenter som utför fram- och återgående rörelse under inverkan av trycksatt olja.
- Ändkapslar (huvud och lock):Täta pipan och tillhandahåll styrning och monteringsgränssnitt.
- Tätningssystem:Cylinderns "livlina", ansvarig för att förhindra internt och externt läckage.
- Styrsystem:Säkerställer koncentriciteten hos rörliga delar, motstår radiella belastningar och förhindrar metall-mot-metall-kontakt.
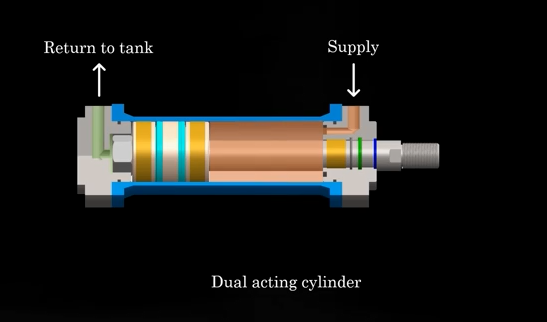
Baserat på manövreringsmetoden klassificeras cylindrar somEnkelverkande(utsträckt av tryck, tillbakadragen av en yttre kraft eller gravitation) ellerDubbelverkande(både utskjutning och indragning styrs av oljetrycket). Denna grundläggande skillnad påverkar direkt valet av kolvtätningar.
2. Det hydrauliska tätningssystemet: Funktion, val och arrangemang
Tätningar kategoriseras som "dynamiska" (mellan delar med relativ rörelse) och "statiska" (mellan fasta delar).
2.1 Förklaring av viktiga dynamiska tätningar:
- Kolvtätning:Den kritiska dynamiska tätningen som förhindrar internt läckage över kolven.
- U-kopptätning:En enkelverkande tätning; trycket gör att läppen expanderar och kommer i kontakt med anslutningsytorna. Dubbelverkande cylindrar kräver två U-koppar monterade rygg mot rygg.
- Dubbelverkande tätning (sammansatt tätning):Består vanligtvis av en elastomeraggregation och en glidring (t.ex. PTFE). PTFE erbjuder en mycket låg friktionskoefficient och lång livslängd, lämplig för höghastighets- och högtrycksapplikationer. High-end-versioner integreraranti-extruderingsringarför att motstå extrema tryck (t.ex. 690 bar).
- O-ring med stödringar:Endast lämplig för lågtrycksapplikationer (<100 bar).Reservringarär avgörande för att förhindra att det mjuka tätningsmaterialet tvingas in i komponentgapet under högt tryck – ett fenomen som kallas "extruderingsfel".
- Stångtätning:Den primära systemtätningen, som sitter i det främre ändlocket, förhindrar att trycksatt olja läcker ut i atmosfären. Vanligtvis en enkelverkande tätning som en U-kopp.
- Buffertätning:Placerad före kolvstångstätningen är dess syfte inte att ge en perfekt tätning utan att dämpa trycktoppar, vilket skyddar huvudkolvstångstätningen och förlänger dess livslängd. Den är vanligtvis tillverkad av ett mjukare material än huvudtätningen.
- Torkartätning (skrapa):Den första försvarslinjen, placerad på den yttersta sidan av ändkåpan. Den skrapar bort föroreningar från kolvstången när den dras in, vilket skyddar alla interna komponenter.
2.2 Statiska tätningar:Används mellan fasta anslutningar (t.ex. kolvstång till kolv, ändlock till cylinder), vanligtvis O-ringar.
2.3 Styrringar:Deras funktion ärvägledning, inte tätningTillverkade av slitstarka material med låg friktion (t.ex. polyamid, PTFE) klarar de radiella belastningar och förhindrar direkt metall-mot-metall-kontakt. Kolvar använder ofta styrringar i båda ändar för optimal stabilitet.
3. Kritisk designparameter: Analys av extruderingsgap och toleranser
Detta är kärnan i cylinderkonstruktion och avgör direkt tätningarnas livslängd.
- Extruderingsgap (E-gap):Det maximalt tillåtna radiella spelet mellan kolven och cylinderloppet (eller mellan kolvstången och ändkåpan). Ett för stort mellanrum kan orsaka att tätningsläppen pressas in i mellanrummet under högt tryck, vilket leder till permanent fel.
- Maximalt tillåtet E-gap:Detta värde beror påtätningsmaterial, hårdhet, arbetstryck och temperatur, och måste erhållas från tätningstillverkarens datablad. Till exempel kan en specifik tätning tillåta ett mellanrum på 0,6 mm vid 100 bar, men endast 0,2 mm vid 350 bar.
- Toleransanalys i praktiken:
- Definiera komponenttoleranser: t.ex. cylinderborrningen är ofta H7, kolvstången är ofta f8.
- Betrakta det värsta tänkbara scenariot (Minsta Materialtillstånd – LMC):Det är då kolven har sin minsta diameter och cylinderborrningen är som störst.
- Beräkna designmått bakåt:För att säkerställa att det maximala möjliga gapet inte överstiger E-gapet måste den minsta tillåtna kolvdiametern beräknas baserat på den maximala möjliga borrstorleken. Tillverkningstoleranserna för kolven definieras sedan i enlighet därmed.
4. Krav för tillverkning och ytbehandling
- Cylinderborrning:Ytjämnheten måste vara Rz 0,4–2 μm, vilket vanligtvis uppnås genom hening eller valspolering.
- Kolvstång:Ytfinishen måste vara Ra 0,4–2 μm. Den måste varasätthärdad (hårdhet ≥ 50 HRC, djup 1,2–2,5 mm)ochhårdförkromad (20-30 μm)för att säkerställa slitage- och korrosionsbeständighet.
5. Designexempel och arrangemangslogik
Med en dubbelverkande cylinder med 20 tons kapacitet och 100 bar arbetstryck (borrning: 180 mm, stång: 80 mm) som exempel:
- Val av kolvtätning:Kostnadseffektiva och lättillgängliga U-cup-tätningar, installerade rygg mot rygg.
- Kolvstyrning:Dedikerade kolvstyrringar är placerade i båda ändar av kolven, med tätningarna emellan. Detta arrangemang ger optimal styrstabilitet och säkerställer att styrringarna alltid är smorda.
- Länkändarnas placering (från utsidan till insidan):
- Torkartätning
- Stångtätning
- Buffertätning(inte absolut nödvändigt i detta exempel, visas för demonstration)
- Stångstyrningsring
Slutsats
Framgångsrik design av hydraulcylindrar är en systematisk ingenjörsprocess som måste följa följande kärnlogik:
- Definiera driftsförhållanden:Bestäm tryck, hastighet, belastning, miljö etc.
- Noggrant komponentval:Välj lämpliga tätnings- och styrningslösningar baserat på förhållandena. Det rekommenderas starkt att konsultera kataloger och applikationsguider från större tillverkare (t.ex. SKF, Parker).
- Noggrann beräkning:Utför en rigorös toleransanalys för att säkerställa att "extruderingsgapet" uppfyller kraven under alla tillverkningsvariationer.
- Strikt tillverkningskontroll:Specificera och säkerställa krav på ytbehandling och hårdhet för kritiska komponenter.
Genom att systematiskt tillämpa dessa principer kan man konstruera hydraulcylindrar som är effektiva, tillförlitliga och hållbara.
Publiceringstid: 9 oktober 2025