Den hydrauliske cylinder er aktuatoren i et hydraulisk system, og dens designmæssige pålidelighed bestemmer direkte hele systemets ydeevne og levetid. Denne artikel dykker ned i kerneprincipperne for design af hydrauliske cylindere, startende med dens nøglekomponenter, for at give en dybdegående analyse af kritiske aspekter såsom designgrundlæggende elementer, udvælgelseskriterier og afgørende produktionstolerancekontrol af dens tætnings- og styresystemer.
1. Arbejdsprincip og kernekomponenter
En hydraulisk cylinder er i bund og grund en enhed, der omdanner hydraulisk energi til lineær mekanisk energi. Dens hovedkomponenter omfatter:
- Cylinderrør:Kernetrykbeholderen, et hult stålrør med en meget færdigbehandlet indvendig overflade.
- Stempel og stempelstang:Kraftoverføringskomponenter, der udfører frem- og tilbagegående bevægelser under påvirkning af tryksat olie.
- Endestykker (hoved og hætte):Forsegl tønden og sørg for føring og monteringsgrænseflader.
- Tætningssystem:Cylinderens "livline", der er ansvarlig for at forhindre intern og ekstern lækage.
- Vejledningssystem:Sikrer koncentriciteten af bevægelige dele, modstår radiale belastninger og forhindrer metal-mod-metal-kontakt.
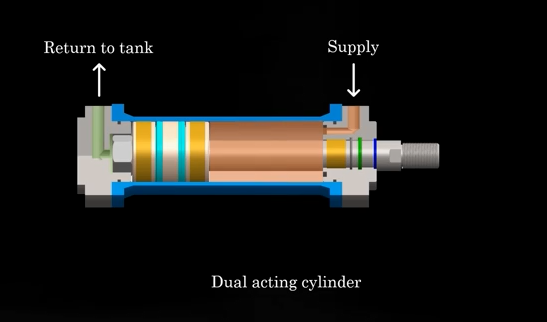
Baseret på aktiveringsmetoden klassificeres cylindre somEnkeltvirkende(udstrakt af tryk, trukket tilbage af en ydre kraft eller tyngdekraft) ellerDobbeltvirkende(både forlængelse og tilbagetrækning styres af olietrykket). Denne grundlæggende forskel påvirker direkte valget af stempelpakninger.
2. Det hydrauliske tætningssystem: Funktion, valg og arrangement
Tætninger kategoriseres som "dynamiske" (mellem dele med relativ bevægelse) og "statiske" (mellem faste dele).
2.1 Forklaring af vigtige dynamiske tætninger:
- Stempelpakning:Den kritiske dynamiske tætning forhindrer intern lækage over stemplet.
- U-koptætning:En enkeltvirkende tætning; trykket får læben til at udvide sig og komme i kontakt med kontaktfladerne. Dobbeltvirkende cylindre kræver to U-skåle monteret ryg mod ryg.
- Dobbeltvirkende tætning (sammensat tætning):Består typisk af en elastomer-energisator og en glidering (f.eks. PTFE). PTFE har en meget lav friktionskoefficient og lang levetid, hvilket gør den velegnet til højhastigheds- og højtryksapplikationer. High-end-versioner integrereranti-ekstruderingsringeat modstå ekstreme tryk (f.eks. 690 bar).
- O-ring med reserveringe:Kun egnet til lavtryksapplikationer (<100 bar).Backup-ringeer afgørende for at forhindre, at det bløde tætningsmateriale presses ind i komponentgabet under højt tryk – et fænomen kendt som "ekstruderingsfejl".
- Stangtætning:Den primære systemtætning, der er placeret i den forreste endedæksel, som forhindrer tryksat olie i at lække til atmosfæren. Typisk en enkeltvirkende tætning som en U-kop.
- Buffertætning:Den er placeret før stangtætningen, og formålet er ikke at give en perfekt tætning, men at dæmpe trykstigninger og derved beskytte hovedstangtætningen og forlænge dens levetid. Den er normalt lavet af et blødere materiale end hovedtætningen.
- Viskerpakning (skraber):Den første forsvarslinje, placeret på den yderste side af endedækslet. Den skraber forurenende stoffer af stempelstangen, når den trækkes tilbage, og beskytter alle interne komponenter.
2.2 Statiske tætninger:Bruges mellem faste forbindelser (f.eks. stempelstang til stempel, endedæksel til cylinder), typisk O-ringe.
2.3 Styreringe:Deres funktion ervejledning, ikke forseglingDe er fremstillet af slidstærke materialer med lav friktion (f.eks. polyamid, PTFE), og de kan bære radiale belastninger og forhindre direkte metal-mod-metal-kontakt. Stempler bruger ofte føringsringe i begge ender for optimal stabilitet.
3. Kritisk designparameter: Analyse af ekstruderingsgab og tolerance
Dette er essensen af cylinderdesign og bestemmer direkte tætningens levetid.
- Ekstruderingsgab (E-gab):Den maksimalt tilladte radiale frigang mellem stemplet og cylinderboringen (eller mellem stempelstangen og endedækslet). Et for stort mellemrum kan medføre, at tætninglæben presses ind i mellemrummet under højt tryk, hvilket fører til permanent svigt.
- Maksimalt tilladt E-gab:Denne værdi afhænger aftætningsmateriale, hårdhed, arbejdstryk og temperatur, og skal indhentes fra tætningsproducentens datablad. For eksempel kan en specifik tætning tillade et mellemrum på 0,6 mm ved 100 bar, men kun 0,2 mm ved 350 bar.
- Toleranceanalyse i praksis:
- Definer komponenttolerancer: f.eks. er cylinderboring ofte H7, stempelstang er ofte f8.
- Overvej det værst tænkelige scenarie (Mindst Materiale Betingelse – LMC):Dette er når stemplet har sin mindste diameter, og cylinderboringen er størst.
- Bagberegne designdimensioner:For at sikre, at det maksimalt mulige mellemrum ikke overstiger E-gabet, skal den mindst tilladte stempeldiameter beregnes ud fra den maksimalt mulige boringsstørrelse. Fremstillingstolerancerne for stemplet defineres derefter i overensstemmelse hermed.
4. Krav til fremstilling og overfladebehandling
- Cylinderboring:Overfladefinishen skal være Rz 0,4-2 μm, typisk opnået ved honing eller valsepolering.
- Stempelstang:Overfladefinishen skal være Ra 0,4 – 2 μm. Den skal væreHærdet (hårdhed ≥ 50 HRC, dybde 1,2-2,5 mm)oghårdforkromet (20-30 μm)for at sikre slid- og korrosionsbestandighed.
5. Designeksempel og arrangementslogik
Brug af en dobbeltvirkende cylinder med en kapacitet på 20 tons og et arbejdstryk på 100 bar (boring: 180 mm, stang: 80 mm) som eksempel:
- Valg af stempelpakning:Omkostningseffektive og lettilgængelige U-koptætninger, installeret ryg mod ryg.
- Stempelvejledning:Dedikerede stempelføringsringe er placeret i begge ender af stemplet med pakningerne imellem. Denne anordning giver optimal føringstabilitet og sikrer, at føringerne altid er smurte.
- Stanghovedplacering (udefra og indefra):
- Viskertætning
- Stangtætning
- Buffertætning(ikke strengt nødvendigt i dette eksempel, vist til demonstration)
- Stangføringsring
Konklusion
Succesfuldt design af hydrauliske cylindere er en systematisk ingeniørproces, der skal overholde følgende kernelogik:
- Definer driftsforhold:Bestem tryk, hastighed, belastning, miljø osv.
- Præcis komponentvalg:Vælg de passende tætnings- og styringsløsninger baseret på forholdene. Det anbefales kraftigt at konsultere kataloger og applikationsvejledninger fra større producenter (f.eks. SKF, Parker).
- Præcis beregning:Udfør en grundig toleranceanalyse for at sikre, at "ekstruderingsgabet" opfylder kravene under alle produktionsvariationer.
- Streng produktionskontrol:Specificér og sørg for krav til overfladebehandling og hårdhed for kritiske komponenter.
Ved systematisk at anvende disse principper kan man designe hydrauliske cylindre, der er effektive, pålidelige og holdbare.
Opslagstidspunkt: 9. oktober 2025