

Hollow Metal O-Rings, also known as hollow metal seals or hollow metal sealing rings, are annular sealing elements precision-formed from high-strength thin-walled seamless metal tubing. Their cross-section is typically circular (customizable to C-shaped, elliptical, or rectangular). By undergoing elastic deformation under compression, they fill microscopic gaps at the sealing interface to achieve reliable sealing. Compared with traditional rubber O-rings or solid metal seals, hollow metal O-rings are specifically designed for extreme environments. They can withstand temperatures from -270°C (liquid helium cryogenic) to over 1000°C, pressures from tens of MPa up to gigapascal levels, high vacuum (10⁻⁹ Torr class), and highly corrosive media. They serve as core sealing technology in aerospace, nuclear power, petrochemical, semiconductor vacuum equipment, and high-temperature gas turbines. This article provides a professional and detailed technical analysis of hollow metal O-rings, covering their functions, working principles, structure, materials, manufacturing processes, performance parameters, applications, and development trends.
1. Functions and Working Principles
Hollow metal O-rings are primarily used for static sealing (applications with no relative motion or minimal movement). Their core function is to prevent leakage of liquids, gases, or vacuum, ensuring long-term system reliability under extreme temperature, pressure, and media conditions.
The sealing principle is based on compression deformation and pressure self-adaptation:
- Initial Sealing: During installation, the O-ring is subjected to axial or radial preload (typical compression ratio 10%–30%). The hollow tube wall undergoes elastic-plastic deformation, generating initial contact stress (typically 5–50 MPa) that fills microscopic surface irregularities.
- Pressure Self-Enhancement (Self-Tightening Effect): When system pressure increases, the medium enters the hollow interior (self-energized type) or acts directly on the outer wall, further increasing contact stress. This creates a “higher pressure, tighter seal” self-reinforcing characteristic.
- Inflated Variants: Pre-filled with inert gas (e.g., nitrogen). As temperature rises, internal pressure increases synchronously, maintaining constant contact stress—ideal for high-temperature cycling conditions.
- Sealing Force Calculation: Contact stress σ = F / A (F = total sealing force, A = contact area), where F includes preload plus system pressure contribution. Finite element analysis (FEA) shows that the hollow structure can increase contact width by 20%–50% under high pressure, significantly reducing leakage rate.
Unlike rubber O-rings, hollow metal O-rings rely on the metal’s elastic modulus (rather than rubber compression set) for sealing, eliminating risks of aging, swelling, or extrusion.
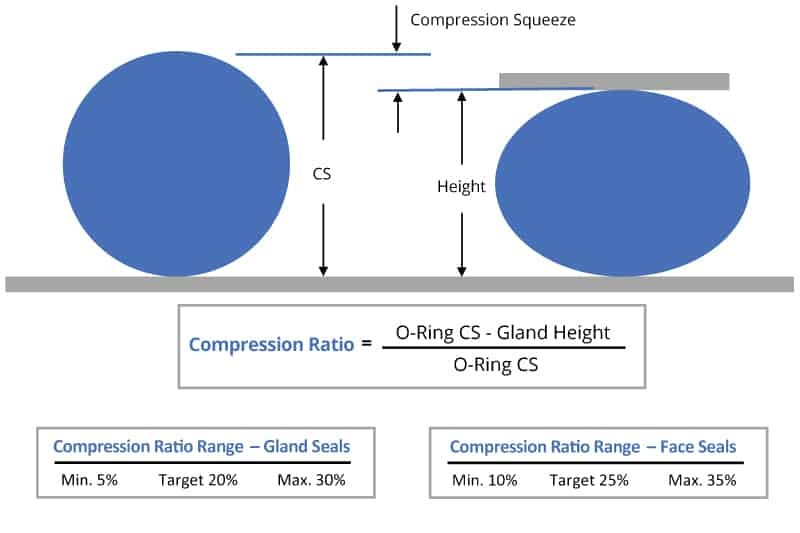
(The above image illustrates the typical compression principle of O-ring seals. The hollow metal structure achieves similar but much higher-strength deformation.)
2. Structural Design and Classification
Hollow metal O-rings adopt a tubular forming structure:
- Basic Type: Seamless hollow round tube, suitable for medium to low pressure (≤40 MPa).
- Self-Energized Type (with holes): Micro-holes in the tube wall allow system pressure to enter the interior directly, enhancing high-pressure sealing (suitable for >50 MPa).
- Inflated Type: Internally pre-pressurized with specific gas, suitable for high-temperature and high-pressure cycling (pressure range 40–140 MPa).
- Coated Enhanced Type: Surface plated with silver, gold, nickel, or PTFE coating to improve initial sealability and media resistance.
Tube diameters typically range from 0.5 to 10 mm, wall thickness 0.1–0.5 mm (adjustable according to pressure/temperature), and ring diameters from a few millimeters to several meters.
3. Material Selection
Material directly determines extreme-condition performance:
- Stainless Steel (SUS304/316L): Corrosion-resistant and economical, temperature range -200°C to 800°C.
- Inconel 718 / 625 (Nickel-based alloys): Preferred for high-temperature and high-pressure applications, resistant to 1000°C+ and oxidation.
- Hastelloy C series: For strong acid and alkali environments.
- Titanium alloys: Lightweight, high-vacuum applications.
- Others: Copper or aluminum (low-pressure, low-temperature) or special alloys.
Surface coatings: Silver (thermal conductivity/low friction), Gold (high vacuum), PTFE (anti-stick).
4. Manufacturing Process (Core Precision Tubing Forming Process)
The manufacture of hollow metal O-rings belongs to high-precision metal forming and surface engineering technology. The core lies in ensuring seamless tubing, no stress concentration, and contact surface geometric accuracy (±0.01 mm).
- Tubing Preparation:
- High-purity seamless thin-walled metal tubes (drawn or extruded), wall thickness tolerance ±0.005 mm, surface Ra ≤0.2 μm.
- Annealing treatment to eliminate internal stress.
- Precision Forming:
- CNC Tube Bending / Winding: Multi-axis CNC tube benders precisely form straight tubes into circular rings (diameter accuracy ±0.05 mm) without wrinkles.
- Welding (optional): Butt welding uses laser or TIG inert gas shielded welding. Weld seams undergo 100% X-ray non-destructive testing to ensure complete gas tightness.
- Heat Treatment: Vacuum or inert atmosphere heat treatment to restore metal elasticity.
- Finishing:
- Grinding / Lapping / Polishing: Contact surfaces ground to Ra ≤0.1 μm, flatness ≤0.02 mm.
- Surface Treatment: Electroplating/chemical plating (thickness 5–20 μm) or PVD physical vapor deposition.
- Post-Processing and Inspection:
- 100% helium mass spectrometer leak detection (leak rate <10⁻⁹ mbar·L/s).
- Radial force/compression testing, hardness/metallographic analysis.
- Clean packaging (cleanroom).
Modern production lines use fully automated CNC + robotics, achieving far higher single-piece precision than manual winding and welding, with productivity increased by over 5 times.
5. Performance Characteristics and Key Parameters
Typical performance (Inconel material):
- Temperature Range: -270°C to 1000°C (higher instantaneously).
- Pressure Range: Vacuum to 140 MPa (self-energized type even higher).
- Leakage Rate: ≤10⁻⁹ mbar·L/s (high-vacuum class).
- Compression Ratio: 10%–35%, rebound rate >90%.
- Service Life: Can be reused hundreds of times with no significant performance degradation.
- Advantages: Radiation-resistant, corrosion-resistant, impact-resistant; small size and light weight; simple installation (simple groove design).
Compared with rubber O-rings, hollow metal O-rings achieve leakage rates 3–5 orders of magnitude lower under extreme conditions.
6. Installation and Groove Design
- Groove Types: Axial or radial grooves; recommended compression 15%–25%.
- Precautions: Groove surface Ra ≤0.8 μm, fillet R0.2–0.5 mm; avoid scratching during installation; preload controlled by bolts or pressure plates.
- Finite Element Validation: Use ANSYS to simulate contact stress distribution, ensuring no over-pressure or leakage.
7. Application Fields
- Aerospace: Engine combustion chambers, rocket propellant pipelines, satellite vacuum seals.
- Nuclear Power: Reactor pressure vessels (RPV), control rod drive mechanisms.
- Petrochemical: High-temperature high-pressure valves, pipeline flanges, subsea equipment.
- Semiconductor: Vacuum chambers, CVD/etching equipment.
- Others: Gas turbines, deep-sea detectors, hydrogen energy equipment.
8. Technology Development Trends
- Intelligentization: Integrated stress sensors for real-time contact pressure monitoring.
- Compositing: Embedded springs or nano-coatings to further reduce friction and leakage.
- Green Manufacturing: Laser forming (reducing welding defects), recyclable alloys.
- Large-Scale: Diameters over 5 m for nuclear fusion devices.
Conclusion
With their unique hollow tubular structure and precision manufacturing process, hollow metal O-rings have become an irreplaceable sealing solution for extreme operating conditions. Their manufacturing integrates metal forming, welding, surface engineering, and rigorous inspection—every step directly affects final sealing reliability. For R&D and application engineers, a deep understanding of their principles, processes, and performance is key to optimizing system design and improving equipment safety. It is recommended to select OEM-grade products according to specific operating conditions and optimize grooves using FEA simulation to achieve the best sealing life and economy.
This article is compiled based on mainstream manufacturer practices (such as Technetics, Sonkit, etc.) and engineering standards, serving as professional reference material for sealing technology specialists. In practical applications, please refer to specific product manuals and test verification.
Post time: Apr-17-2026




