油圧シリンダは油圧システムのアクチュエータであり、その設計信頼性はシステム全体の性能と耐用年数を直接左右します。この記事では、油圧シリンダ設計の中核となる原則を掘り下げ、主要部品から着目し、設計の基本、選定基準、そしてシールおよびガイドシステムの重要な製造公差管理といった重要な側面を詳細に分析します。
1. 動作原理とコアコンポーネント
油圧シリンダーは、本質的には油圧エネルギーを直線的な機械エネルギーに変換する装置です。主な構成要素は以下のとおりです。
- シリンダーバレル:コア圧力容器は、内面が高度に仕上げられた中空の鋼管です。
- ピストンとピストンロッド:加圧されたオイルの作用により往復運動を行う動力伝達部品。
- エンドキャップ(ヘッドとキャップ):バレルを密閉し、ガイドと取り付けインターフェースを提供します。
- シーリングシステム:シリンダーの「生命線」であり、内部および外部の漏れを防ぐ役割を果たします。
- ガイダンスシステム:可動部品の同心度を保証し、ラジアル荷重に耐え、金属同士の接触を防止します。
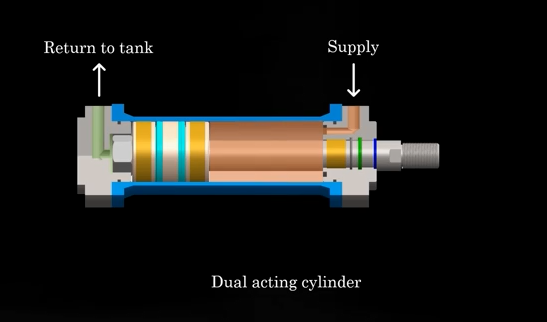
作動方法に基づいて、シリンダーは次のように分類されます。単動式 (圧力によって伸びたり、外力や重力によって縮んだり)または ダブルアクション(伸長と収縮はどちらも油圧によって制御されます)。この根本的な違いは、ピストンシールの選択に直接影響します。
2. 油圧シールシステム:機能、選択、配置
シールには、「動的」(相対的に動く部品間)と「静的」(固定部品間)の 2 種類があります。
2.1 主要なダイナミックシールの説明:
- ピストンシール:ピストン全体の内部漏れを防ぐ重要なダイナミックシール。
- Uカップシール:単動式シール。圧力によってリップが拡張し、相手面に接触します。複動式シリンダーには、Uカップを2つ背中合わせに設置する必要があります。
- ダブルアクティングシール(複合シール):通常、エラストマー製のエナジャイザーとスライドリング(例:PTFE)で構成されています。PTFEは摩擦係数が非常に低く、長寿命であるため、高速・高圧用途に適しています。ハイエンドモデルには、押し出し防止リング極度の圧力(例:690 bar)に耐えます。
- バックアップリング付きOリング:低圧用途(<100 bar)にのみ適しています。バックアップリングは、高圧下で柔らかいシール材がコンポーネントの隙間に押し込まれる「押し出し破損」と呼ばれる現象を防ぐために不可欠です。
- ロッドシール:フロントエンドキャップ内にあるプライマリシステムシールは、加圧されたオイルが大気中に漏れるのを防ぎます。通常はUカップのような単動シールです。
- バッファシール:ロッドシールの前に配置され、完全なシール性を確保するのではなく、圧力スパイクを緩和することでメインロッドシールを保護し、寿命を延ばすことを目的としています。通常、メインシールよりも柔らかい材料で作られています。
- ワイパーシール(スクレーパー):エンドキャップの最外側に位置する第一防御線。ピストンロッドが後退する際に汚染物質を削り取り、内部の部品を保護します。
2.2 静的シール:固定接続部(ピストンロッドとピストン、エンドキャップとバレルなど)間に使用され、通常は O リングです。
2.3 ガイドリング: それらの機能は 封印ではなく指導低摩擦・耐摩耗性材料(例:ポリアミド、PTFE)で作られており、ラジアル荷重を支え、金属同士の直接接触を防ぎます。ピストンは、最適な安定性を確保するために、両端にガイドリングを使用することが多いです。
3. 重要な設計パラメータ:押し出しギャップと公差解析
これはシリンダー設計の本質であり、シール寿命を直接決定します。
- 押し出しギャップ(Eギャップ):ピストンとシリンダーボア間(またはピストンロッドとエンドキャップ間)の最大許容ラジアルクリアランス。このクリアランスが大きすぎると、高圧下でシールリップがクリアランス内に押し出され、永久的な故障につながる可能性があります。
- 最大許容Eギャップ: この値は シール材質、硬度、作動圧力、温度シールメーカーのデータシートから入手する必要があります。例えば、特定のシールでは100barでは0.6mmの隙間が許容されますが、350barでは0.2mmしか許容されない場合があります。
- 公差分析の実践:
- コンポーネントの許容誤差を定義します。たとえば、シリンダーボアは H7 であることが多く、ピストンロッドは f8 であることが多いです。
- 最悪のシナリオ(最小実質的状態 - LMC)を考えてみましょう。これは、ピストンの直径が最小になり、シリンダーボアが最大になるときです。
- 設計寸法を逆計算します。最大ギャップがEギャップを超えないようにするためには、最大ボアサイズに基づいて最小許容ピストン径を計算する必要があります。これに基づいてピストンの製造公差が定義されます。
4. 製造および表面処理の要件
- シリンダーボア:表面仕上げは Rz 0.4 – 2 μm にする必要があり、通常はホーニングまたはローラーバーニッシュによって実現されます。
- ピストンロッド:表面仕上げはRa 0.4~2μmでなければなりません。焼き入れ(硬度 ≥ 50 HRC、深さ 1.2~2.5 mm)と硬質クロムメッキ(20~30μm)耐摩耗性と耐腐食性を確保するためです。
5. 設計例と配置ロジック
20トンの容量と100バールの作動圧力を持つ複動シリンダー(ボア:180mm、ロッド:80mm)を例に挙げます。
- ピストンシールの選択:コスト効率が高く、すぐに入手できる U カップ シールを背中合わせに取り付けます。
- ピストンガイダンス:ピストンの両端には専用のピストンガイドリングが配置され、その間にシールが配置されています。この配置により、最適なガイド安定性が得られ、ガイドリングは常に潤滑状態を保ちます。
- ロッドエンドの配置(外側から内側へ):
- ワイパーシール
- ロッドシール
- バッファシール (この例では厳密には必要ありませんが、デモンストレーションのために示されています)
- ロッドガイドリング
結論
油圧シリンダーの設計を成功させるには、次のコアロジックに従う必要がある体系的なエンジニアリング プロセスが必要です。
- 動作条件を定義する:圧力、速度、負荷、環境などを決定します。
- 正確なコンポーネントの選択:状況に応じて適切なシールおよびガイドソリューションを選択してください。主要メーカー(SKF、Parkerなど)のカタログやアプリケーションガイドを参照することを強くお勧めします。
- 正確な計算:厳密な許容差解析を実行し、「押し出しギャップ」があらゆる製造バリエーションの要件を満たしていることを確認します。
- 厳格な製造管理:重要なコンポーネントの表面処理と硬度の要件を指定して確保します。
これらの原理を体系的に適用することで、効率的で信頼性が高く、長持ちする油圧シリンダーを設計できます。
投稿日時: 2025年10月9日